☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
No category
2 MECÁNICA DEL CORTE DE METALES
Sistemas de segundo orden
ITERACIÓN SIMPLE DE PUNTO FIJO
PPT - Aprende Matemáticas
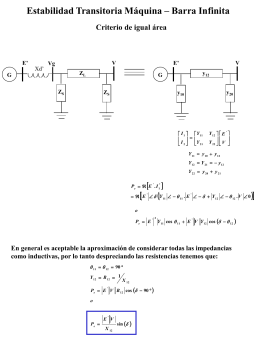
7 Criterio igual área
Tiro Parabólico - Gobierno de Canarias
LEY DE SENOS Y COSENOS - Javier Segura Matemáticas Blog
cálculo de órbitas
Clase 71: Demostración de Identidades
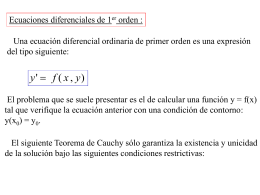
ecdif
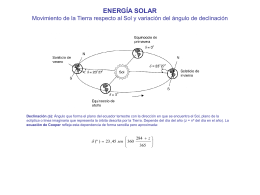
energía solar
Diapositiva 1
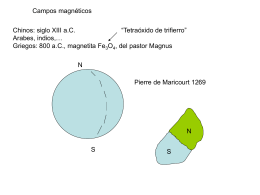
Campos magnéticos
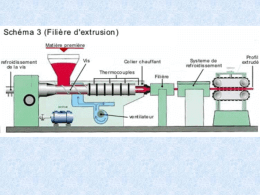
Tema5.MaterialesCERAMICOS.Problema.EXTRUSION
fisica2byg_20
tutorial1_3
Análisis de estado senoidal permanente
El Sistema Estadístico Nacional
FUERZA E INTERACCIÓN
Capítulo 3 - Presentación "Máquina Síncrona"
cuadraturas
cal
Presentación de PowerPoint