☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
No category
Monografía Tema: “Mejora Continua” Aplicación en
CRONOLOGIA DE CALIDAD
Instituto Nacional para el Federalismo y el Desarrollo
filosofia deming-aseguramiento de la calidad expo
Instituto Nacional para el Federalismo y el Desarrollo
Agenda Semanal
Deming - Sistemasdegestiondecalidad
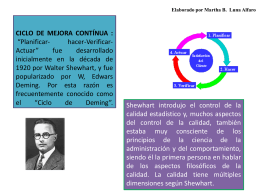
CICLO DE MEJORA CONTÍNUA : “Planificar- hacer-Verificar
WILLIAM EDWARDS DEMING GRUPO 2 - Promoción 2013
Diapositiva 1 - Centres docents
Introducción a la Gerencia - Universidad Tecnológica del Centro
De - Centres docents
Premio Deming - Arturo López UGTO
VISIÓN ESTRATÉGICA DEL JAPÓN
100 dias de trabajo dif
WALTER SHEWHART - Profesor Oswaldo Parra
que conocemos de gestion de calidad y norma iso 9001?
Dr. W Edwards Deming y su filosofía de calidad.
metodo inductivo
Láminas, Click para Descargar
lejano-oriente
TEORICOS IMPORTANTES SOBRE
el reparto desigual de la riqueza