☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
No category
MANUAL DE CONTROL DE LA CALIDAD DE LA PANADERIA
HORNOS
PAE cocina
Descarga
ASPECTO: MUNDO NATURAL
jornada técnica alimentos v gama instituto de la
FICHAS
Asuntos Domésticos
Leccion 11 La Predicacion
EL PAN - castroyrodriguez
Fichas de resumen
Uso Horno Solar - Hornos Solares CHILE
Conozcan la Elaboración de la TALAVERA POBLANA
ceraMotion® Zr Consejos de utilización
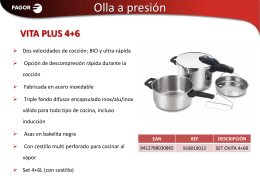
FOLLETO DEL PRODUCTO
MÁQUINA DE PAN
Diapositiva 1 - GASTRONOMIA IP! DESGARGAS
UNIVERSIDAD DE LOS ANDES FACULTAD DE MEDICINA …
Document