☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
No category
Análisis estadístico de mantenimiento
El héroe, según la tragedia
Actividad 1: Cultura, liderazgo y cambio organizacional
Trabajo en equipo
Bomba de Agua de Alimentación - U
Tema 11
BIOLOGIA T.12.3 - bioygeodivinapastora
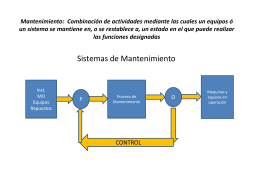
ING MANTENIMIENTO I
El cuerpo humano translúcido
Caza fallas
TPM y sus perdidas - Mantenimiento Planificado
Programa de Falla Cardiaca Clínica Universitaria
Falla n°2
Presentación de PowerPoint
FALLA CARDIACA
Mantenimiento CRM DUNCAN, JORGE, URIEL
Weibull - GestionMantenimientoMentefactusUPQ
Mantenimiento CRM
Descarga
Álbum de fotografías - Rafaelramirezr`s Blog |
Mantenimiento autónomo - Contacto: 55-52-17-49-12