☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
No category
API1
Costos de calidad
NIVELES DE EXISTENCIAS - Colegio Gimnasio del Norte
Producciòn
siempre verde-presentacion ii 2012
tema 3 - sistemas de información, organización y procesos de negocio
COSTOS DE INVENTARIO - Colegio Gimnasio del Norte
LAS OFERTAS Y PETICIONES
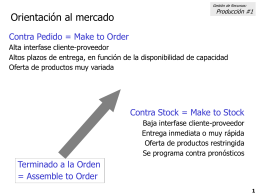
Producción #1
Document
rinfo_general
Proceso
Cómo-tramitar-petición-acceso-Roberto-Gossi
Document
Mantenimiento Total
Estándar para metadatos geoespaciales del FGDC
CAPACIDAD
quinoa convention lima 9-13
Presentación del Proyecto de Urbanización de la Meseta
Problema No. 15 (Diapositiva)
Preventing Strains, Sprains, and Repetitive Motion Injuries