☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
Ingeniería
Cap7
Medidas de Desempeño Teoría de Colas
Interferencias
Abrir - Balears Excel.lent
Unidad II Lineas de Espera
lineas de esperas,unidad 2
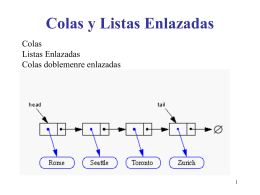
Colas y Listas
T310-2-1
Document
Modelo de Colas
Tema 4: Cadenas de Markov - Departamento de Lenguajes y
Teoría de Colas - Universidad del Azuay
Poisson - Universidad de Puerto Rico Humacao
Modelos de lineas de espera..
lineas-de-espera
El clima y las estaciones del año
Los Meses del Año - Kenston Local Schools
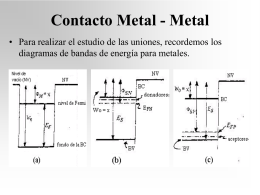
Contacto Metal
ENSAMBES Y UNIONES
Previsión de Ventas.
admoncal
I.O. - WordPress.com