☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
No category
Descargar Informe []
Descargar Informe []
Diapositiva 1
Descargar Informe []
Presentación de PowerPoint
Estudio sobre Exclusividades – Elisa Mariscal
Eficiencias y Razonabilidad en los Procesos Judiciales
JAN CARLZON
Descargue aquí la presentación en Powerpoint
INTEGRACIONES EMPRESARIALES, ASPECTOS RELEVANTES:
Entrenamiento - Lic. Gabriel Zelaya
Presentación de PowerPoint
Semana 1: Sistemas Inteligentes
ENTORNO EMPRESARIAL
Medida de las Eficiencias Relativas y Monitorización
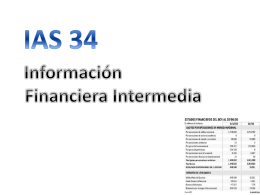
Periodo intermedio
Plan de operaciones - Marcelo A. Delfino
Entrenando Instructores Para Entrenar
Section 1 Stimuli
PLAZA: ACTIVIDADES QUE PONEN PRODUCTOS A DISPOSICIÓN
![Descargar Informe []](http://s1.slideshowes.com/store/data/000647245_1-031722f08e05ad90ae1b509d51bd4e4c-260x520.png)
![Descargar Informe []](http://s1.slideshowes.com/store/data/000641193_1-214e54b0606e01514588de463e1b2bdd-260x520.png)