☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
Comida
Descarga - Agroindustria Animal II
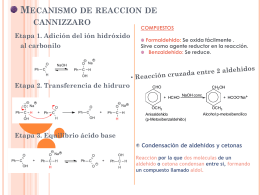
Mecanismo de reaccion de cannizzaro
Leche
Presentación de PowerPoint
9 - Pasteurización
Agentes físicos de control de microorganismos (1)
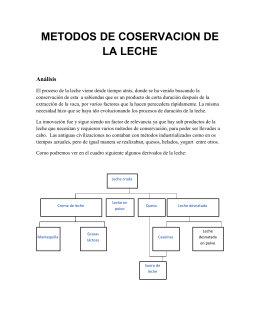
METODOS DE COSERVACION DE LA LECHE
Diapositiva 1
CONSERVACIÓN DE ALIMENTOS POR ALTAS TEMPERATURAS
Leche, fermentación y productos lácteos
Refrescos MICK - WordPress.com
Louis Pasteur. 1
enfermedades transmisibles por alimentos y agua
32 Fermentación acética: cómo titular el ácido acético PDF
Trabajo incorporado 2ª sesión
Rendición FAGEM
sobrevivencia / presencia de microorganismos en alimentos
Los productos lácteos
Control de los microorganismos
MICROBIOLOGÍA DE LOS PRODUCTOS LÁCTEOS
Titulación Potenciométrica - Universidad de Puerto Rico Humacao
EL CULTIVO DE SETAS (Pleurotus) EN MÉXICO