☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
No category
Apresentação do PowerPoint - Escuela de Ingeniería Mecánica
Vayan y enseñen
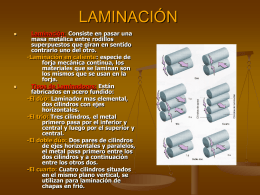
LAMINACION
Vayan y Enseñen
Pedagogía Católica: Visible e Invisible.
DOSSIER Planeta Minimal (2013) - Parque Cultural de Valparaíso
LAS AMIGAS
Educacion Superior - UBB - Universidad del Bío-Bío
Presentación de PowerPoint
Diseño del proyecto escuela de artes y oficios
rolado (laminado)
Diapositiva 1
Conformado en frío - tecnologiasconsaburum