☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
No category
Conformado en frío - tecnologiasconsaburum
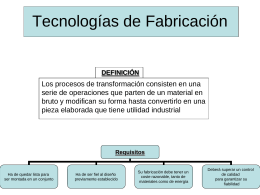
Tecnologías de Fabricación
Diapositiva 1
Diapositiva 1
Árbol de problemas y objetivos GRUPO No 1
Forja de Software Libre Madrid, 02 Junio 2006
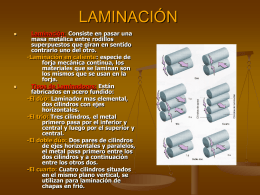
LAMINACION
soliedra.wikispaces.com
Diapositiva 1 - Ciencia de los Materiales
Presentacion BomberDream
Trabajo del metal en frío
Diapositiva 1
DIAGRAMA LÍMITE DE CONFORMADO
Preguntas enigmáticas
05 PROCESOS DE FORMADO.
Una escuela que se llama Nyvång
Apresentação do PowerPoint - Escuela de Ingeniería Mecánica
SOLDADURA CON OXIACETILENO