☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
No category
rolado (laminado)
MEMORIA DE CALIDADES
LAMINACIÓN PROTOCOLO - Escuela Colombiana de Ingeniería
Care Brochure.indd - VTonline
NEO - Karikal
Nessun titolo diapositiva
MANUAL DE PRODUCTO
CORTE DEFINITIVO
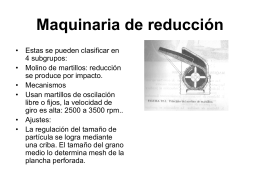
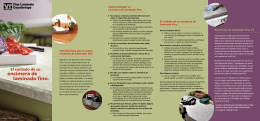
Maquinaria de reducción
Trabajo del metal en frío
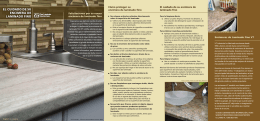
EL CUIDADO DE SU ENCIMERA DE LAMINADO FINO
encimera de laminado fino.
Francesca y Sofia L.
¿Qué haces cuando llueve?
Incorporación de Tecnologías innovadoras para aumentar la
temporada de bajas temperaturas “ invierno 2008 – 2009 “
procedimiento y linea de produccion asociada para la fabricacion
Apresentação do PowerPoint - Escuela de Ingeniería Mecánica
El Papel
Manejo eficiente de la cadena de frío y estiba de contenedores de
Revista Suelos Laminados (PDF/ES)