☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
Ingeniería
Acero
Aceros de Damasco
aceros - Universidad de Santiago
Diapositiva 1
ACEROS_HERRAMIENTAS - Universidad Industrial de Santander
2_Propiedades_del_Acero
Diapositiva 1 - metalurgiafisica
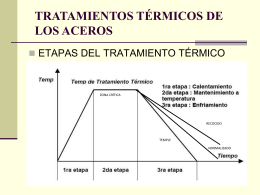
Tratamientos Térmicos del Acero
ACEROS def.
CORTE DEFINITIVO
Descargar catálogo PDF
TRATAMIENTOS TERMICOS - Ciencia de los Materiales
Conceptos de Metalografía
PROPIEDADES MECÁNICAS
Presentación Perfiles laminados en caliente 1.1_0 SPANISH
Analisis de Encuestas
Para crecer…
Procedimiento
Richard Serra - WordPress.com
Consumo Privado
Aceros Inoxidables - Ciencia de los Materiales