☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
No category
ACEROS_HERRAMIENTAS - Universidad Industrial de Santander
ACEROS COMERCIALES - soliedra
Diapositiva 1 - metalurgiafisica
Aceros de Damasco
Diapositiva 1 - metalurgiafisica
Metalurgia de la soldadura
aceros - Universidad de Santiago
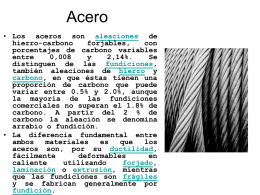
Acero
Diapositiva 1
ACEROS def.
Conceptos de Metalografía
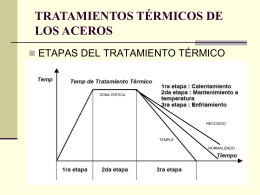
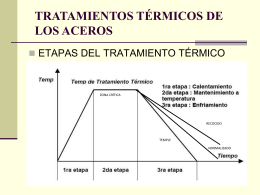
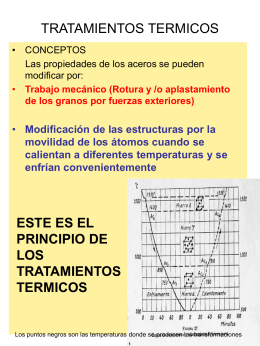
TRATAMIENTOS TERMICOS - Ciencia de los Materiales
Presentación ejemplos Sistema de calidad Equipo 7
Aceros Inoxidables - Ciencia de los Materiales
PRODUCTOS PARA MORGUES
caracterización de los recubrimientos de plata aplicados a contactos
TRATAMIENTOS TERMICOS - Ciencia de los Materiales
Agencia de viajes RoxiE`s