☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
No category
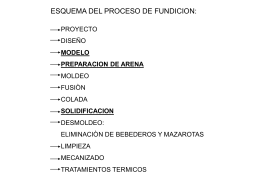
03 Procesos de Fundición.
Presentación Moldeo, arenas, creces y tolerancias
biela de motocicleta - Universidad Nacional de Colombia
tecnologyy work - tecnologiasconsaburum
Solidificación
Arenas
GRABADO EN PIEDRA
¿Sabías que
ACCIÓN GEOLÓGICA DEL VIENTO
ARENA II - Federación Andaluza de Municipios y Provincias
Pelotas de Golf
Vocabulario de La Playa
Plata
LOS PLÁSTICOS
Diapositiva 1 - Ciencia de los Materiales
Descargar Catalogo en PowerPoint