☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
No category
Presentación Moldeo, arenas, creces y tolerancias
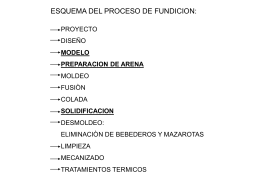
Diseño Mecánico I Piezas Fundidas.
HORNOS
superaleaciones
biela de motocicleta - Universidad Nacional de Colombia
Conozcan la Elaboración de la TALAVERA POBLANA
Solidificación
GRABADO EN PIEDRA
¿Sabías que
03 Procesos de Fundición.
tecnologyy work - tecnologiasconsaburum
Arenas
Horno Combinado
Los actores del desarrollo local - Universidad Nacional de Quilmes
ACCIÓN GEOLÓGICA DEL VIENTO
SEPARACION DE MEZCLAS
ARENA II - Federación Andaluza de Municipios y Provincias
LOS PLÁSTICOS
Pelotas de Golf
Vocabulario de La Playa
PROCEDIMIENTOS DE FABRICACIÓN
Determinación del peso volumétrico seco y suelto en una arena
Presentación