☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
No category
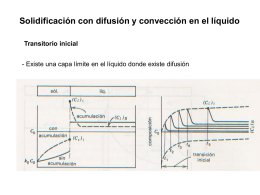
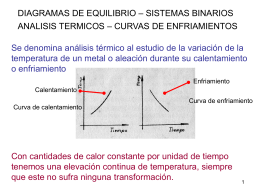
Solidificación
Diapositiva 1 - METALURGIA-UDA
Diapositiva 1
Presentación Moldeo, arenas, creces y tolerancias
superaleaciones
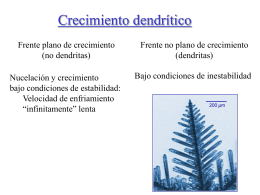
Powerpoint Crecimiento Dendrítico
PDF
Estados de la materia
FUNDICIONES
Colada Continua - Materiales Ferrosos y sus
biela de motocicleta - Universidad Nacional de Colombia
03 Procesos de Fundición.
Estados de la materia
LOS PLÁSTICOS
PROCEDIMIENTOS DE FABRICACIÓN
Diapositiva 1 - Ciencia de los Materiales
Caso Oroya Mosao
Cortes y secciones
505 Nota de contenido con formato preestablecido (R)
Arenas
eutectico - Ciencia de los Materiales
Océanos de diamante en Urano y Neptuno