☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
No category
biela de motocicleta - Universidad Nacional de Colombia
Polímeros - Techno-LaSerna
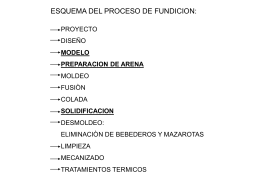
Presentación Moldeo, arenas, creces y tolerancias
Diseño Mecánico I Piezas Fundidas.
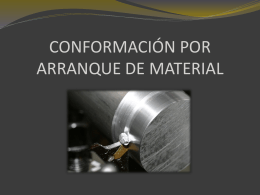
PROCEDIMIENTOS DE FABRICACIÓN
sustitucion de partes en equipo de aire acondicionado de ventana
superaleaciones
tecnologyy work - tecnologiasconsaburum
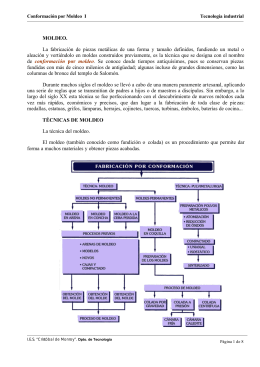
MOLDEO. La fabricación de piezas metálicas de una forma y
Cortes y secciones
LOS PLÁSTICOS
Solidificación
ENSAYO - creandowikis
03 Procesos de Fundición.
MECANISMOS
Arenas
Linear Optimization
jambo - tecnologiasconsaburum
Insertos para Piezas