☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
No category
tecnologyy work - tecnologiasconsaburum
soliedra.wikispaces.com
soliedra.wikispaces.com
biela de motocicleta - Universidad Nacional de Colombia
Document
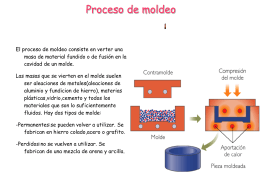
MOLDEO. La fabricación de piezas metálicas de una forma y
PROCEDIMIENTOS DE FABRICACIÓN
14 Moldeo2
Presentación Moldeo, arenas, creces y tolerancias
Diapositiva 1
03 Procesos de Fundición.
BIZCOCHO DE CHOCOLATE
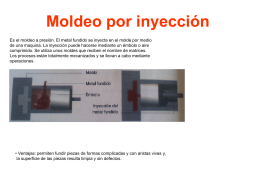
MOLDEs de inyeccion
sustitucion de partes en equipo de aire acondicionado de ventana
Plata