☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
No category
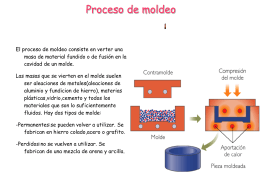
PROCEDIMIENTOS DE FABRICACIÓN
soliedra.wikispaces.com
sustitucion de partes en equipo de aire acondicionado de ventana
biela de motocicleta - Universidad Nacional de Colombia
aseguramiento - WordPress.com
tecnologyy work - tecnologiasconsaburum
MODULO CONFORMADO Y MECANIZADO AVANZADO DE PIEZAS
Cortes y secciones
Diapositiva 1
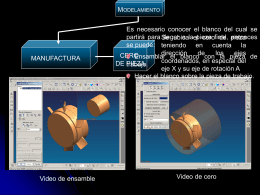
Estrategia Manufactura Rodete Turbina1
Ver presentación
Ensambles para metal - Departamento de Diseño UIA
Diapositiva 1
ALEACIONES CON MEMORIA DE FORMA
Diapositiva
jambo - tecnologiasconsaburum
Diapositiva 1
Presentación Moldeo, arenas, creces y tolerancias
Accidente Fatal
Cortes y secciones
13.- Conexiones soldadas
Diapositiva 1
EDUCAR CONCIENCIAS, LUCHAR POR LA IGUALDAD.