☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
No category
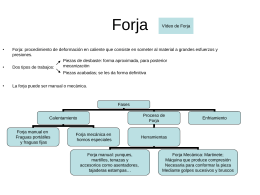
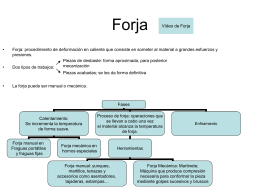
Diapositiva 1 - Ciencia de los Materiales
Diapositiva 1 - grupo3-t9-4055
Diapositiva 1
Diapositiva 1
Árbol de problemas y objetivos GRUPO No 1
Forja de Software Libre Madrid, 02 Junio 2006
Presentacion BomberDream
ROL DEL MAESTRO HOY - apuntesdeeugeniogalan
Conformado en frío - tecnologiasconsaburum
Document
ADIVINANZAS DE INVIERNO
Preguntas enigmáticas
UNIDAD UNA: Nice to Meet You!
clima - WordPress.com
El tiempo y las estaciones