☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
No category
05 PROCESOS DE FORMADO.
Plata
PROCESOS DE FORMADO - UPVM Ingeniería Industrial
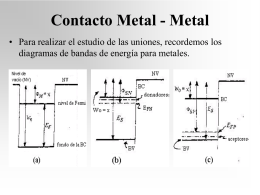
Contacto Metal
Presentacion Heavy Metal
Presentacion BomberDream
Grupo V b
METALLICA - WordPress.com
Materiales conductores de calor
Ahorro de energía en el hogar: Power Point
Heavy Metal - fuckyeahmetal
Conformado en frío - tecnologiasconsaburum
Trabajo del metal en frío