☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
No category
OPERACIONES DE CORTE y doblado
Doblez de láminas de metal
DOBLADO - Instituto Balseiro
Diapositiva 1
Procesos de Conformado de láminas metálicas
Trabajo del metal en frío
Plata
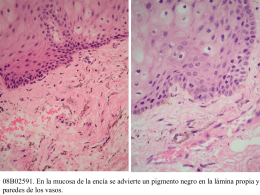
Tatuaje en la encía 08B2591
Presentacion Heavy Metal
Producciones - Gobierno de la Ciudad Autónoma de Buenos Aires
bota terrano eco negra ficha tecnica
Grupo V b
METALLICA - WordPress.com
tabletas-o-comprimidos-2
Contenido Manifiesto