☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
Deportes
Metalurgia de la soldadura
Diapositiva 1
ACEROS COMERCIALES - soliedra
Aceros de Damasco
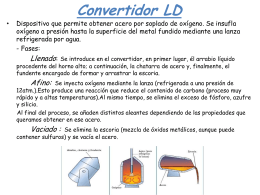
Convertidor LD
DIAGRAMA Fe-C - ingmectrabajos
aceros - Universidad de Santiago
1C El Acero 2
ACEROS_HERRAMIENTAS - Universidad Industrial de Santander
Diapositiva 1
Diapositiva 1 - metalurgiafisica
Diapositiva 1
AnexoII-Sesión 2