☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
Comida
Modelos y Machos
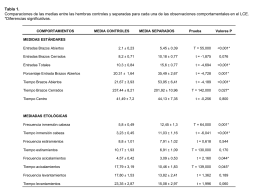
resultados
Selección vía parientes
Microsoft PowerPoint
Sistemas de apareamiento
Macroevolucion_Hot_version_extendida_PT_2015
Genética General Laboratorio - Instituto de Investigaciones
Insectos
sistemas de apareamiento
Consecuencias de la selección sexual
¿Qué hiciste ayer? El pretérito (verbos regulares
una amiga que está estudiando biología en Una Universidad
Cabina de seguridad biológica, clase II, marca
GRABADO EN PIEDRA
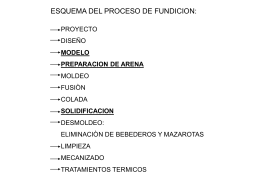
Presentación Moldeo, arenas, creces y tolerancias
¿Sabías que
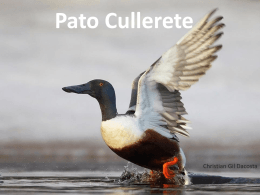
Pato Cullerete
Arenas