☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
Ingeniería
OxiGas unidad 2
Diapositiva 1
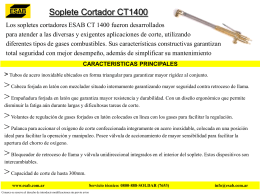
Soplete Cortador CT1400 - Bul-Mak
Los pulverizadores
SOLDADURA CON OXIACETILENO
Comprobaciones del un atomizador.
Modelado de un tanque de nivel
Document
Descarga
INSTALACIONES DE CALEFACCION POR SUELO RADIANTE
SOPLETES DE CORTE Y SOLDADURA MANUALES Y
LABARTA Puesta a punto y mantenimiento de un pulverizador
UNIDAD III final de control
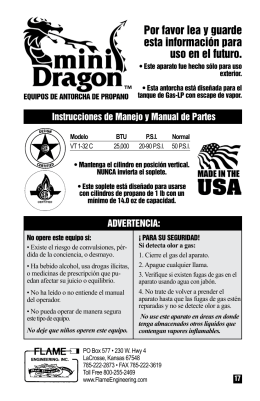
Por favor lea y guarde esta información para uso en el futuro.
clase 3 parte 2
control de procesos
Soplete para corte con chorro de plasma
CERTA CERTA - National Roofing Contractors Association