☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
No category
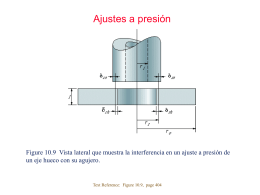
Chapter 10: Stresses and Deformations in Cylinders
Slide 1
Chapter 10: Stresses and Deformations in Cylinders
Chapter 1: Introduction
Artropodos mandibulados terrestres
Estática y concentradores
Incidencias en el Uso de las TIC´S y el Comercio
Document
Document
Slide 1
Protege - innovemosdoc.cl
servicios del observatorio laboral
La Mansión - SraRousseau
Exposicón Cepsa - Empresas Exploración
Presentación de PowerPoint
Quemaduras
diagnostico_estructural