☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
No category
Diapositiva 1
Diapositiva 1 - UT-AGS
Diapositiva 1
Diapositiva 1
QUE SON LOS VALORES
PROBLEMAS QUE AFECTAN LA CALIDAD.
Diapositiva 1
Gráfico de control
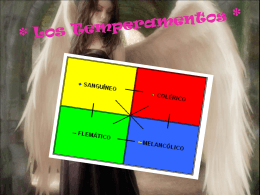
Los Temperamentos (2766848)
Manufactura Esbelta Este concepto se refiere a la creación y
Diapositiva 1 - marcalidadaseguramiento
TOMA DE DECISIONES
Calidad y Mejora Permanente
TESTING