☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
No category
TEMA 3:
Slide 1
Las instrucciones - Hewlett-Woodmere Public Schools / …
INSTITUTO TECNOLOGICO SUPERIOR DE TEPEACA
Metales ferrosos
HORNOS
El Panadero !!!
USS NEW YORK
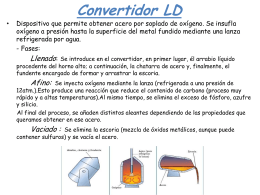
Convertidor LD
Leccion 11 La Predicacion
Los altos hornos