☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
Deportes
Procesos de Manufactura II
LA MATERIA
PROPIEDADES MECANICAS DE LOS MATERIALES DENTALES
Clasificación de los materiales y sus propiedades
Presentación de PowerPoint
INFLUENCIA DE LA TEMPERATURA
Diapositiva 1
Document
DIAGRAMA ESFUERZO
ILUSIONES ÓPTICAS
Document
INFLUENCIA DE LA VELOCIDAD DE DEFORMACIÓN
Tema9 - Universidad Nacional de Tucumán
Introduction
Elasticity
Document
UNIVERSIDAD DE ATACAMA DEPARTAMENTO DE …
Document
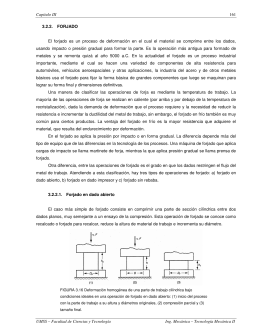
Forjado - Materias FCyT UMSS