☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
No category
Document
PROPIEDADES MECANICAS DE LOS MATERIALES DENTALES
LA MATERIA
Clasificación de los materiales y sus propiedades
Presentación de PowerPoint
Document
Document
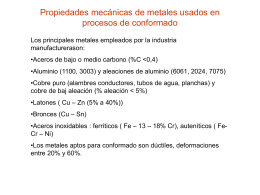
Procesos de Manufactura II
DIAGRAMA ESFUERZO
ILUSIONES ÓPTICAS
Bloque 4 el cuerpo humano en la imagen.