☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
No category
Diapositiva 1
GTS in Argentina
Presentacion Buenos Aires 2011-03
reactor continuo* Elaborado por: José Luis Huertas Navarro
Tema 5 Catalizadores estructurados
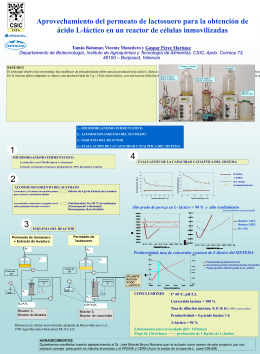
Aprovechamiento del permeato de lactosuero para la
Presentación de PowerPoint
UNIVERSIDAD DE LOS ANDES FACULTAD DE INGENIE
Reformado Catalítico
REACTOR TUBULAR
Document
Fundamentos Fenomenológicos de Reactores de Lodos Activados
REACTORES DE LECHO FIJO
Craqueo catalítico
Diapositiva 1
FUSIÓN NUCLEAR
velocidad de reaccion e interpretacion de datos
Los aminoácidos de las proteínas están enlazados por
Ética Profesional - Colegio de Contadores Públicos de Costa Rica
Dispositivo de ahorro de Combustible
rodrigo rafael ricardo paredes id. uad14336sch21792 honolulu