☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
No category
ANALISIS DE LAS VIBRACIONES - mantenimientoam -
AGENTES FISICOS
Dimensiones del Infierno
Evolución de la telefonía - 2010-UESJLS
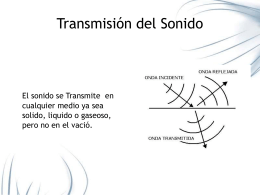
Transmisión del Sonido
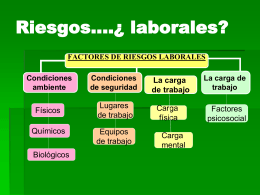
PANORAMA Y MAPA DE LOS FACTORES DE RIESGO
Riesgo Peligro
VIBRACIONES - Higiene Ocupacional
Distinguir los tipos de agentes a que se está
Ondas y Sonidos - Programa Emprender
Presentación de PowerPoint
Energía Eólica y Salud (COFEPRIS)
VIBRACIONES - Mantenimiento Planificado