☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
No category
shingeo_shingo - Sistemasdegestiondecalidad
SMED
FILOSOFOScalidad
SHIGEO SHINGO
Presentación de PowerPoint
El Espíritu Toyota
No Slide Title
MANTENIMIENTO PREVENTIVO TOTAL
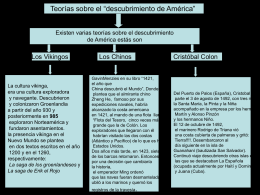
Teorías sobre el descubrimiento de America
comprobar posibilidades
Día de la mujer
Por qué?
Método de solución de problemas en Toyota
“JUST IN TIME” (justo a tiempo)
CALIDAD TOTAL
SPT Sistema Producción Toyota
Presentación de PowerPoint
Habla - Participación Ciudadana
Exposicion de aseguramiento “justo a tiempo”
profeco informa sobre el llamado a revisión de la empresa toyota
0yihiTUCSON IX Semi Full
Inducción docentes
Presentación Toyota Material Handling España