☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
No category
Procesos para acabados superficiales.
Diapositiva 1 - Instituto Balseiro
estados superficiales
2 Fases del acabado
bajar presentación importancia de las superficies
tension superficial
resumen-de
Diapositiva 1
Abrasivo - Instituto Balseiro
Medición de acabado superficial (Rugosimetro) Integrantes
Maderas para interiores
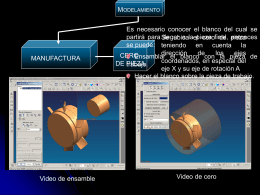
Estrategia Manufactura Rodete Turbina1
Presentación de PowerPoint
PresentacionPromotores - Venta de apartamentos de playa
EL AGUA EN EL PLANETA
Pinturas DESCRIPCIÓN DEL PROCESO
Diapositiva 1 - Cluster da madeira de Galicia
Diseño de funciones