☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
No category
Designing and Developing Products and Production …
Production and Operations Management:
Document
Slide 1
Capítulo 3
Document
Chapter 8
www.d.umn.edu
Tried-and-tested strategies for deterring student
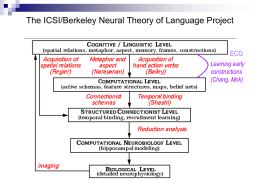
5 levels of Neural Theory of Language
Slide 1
Document
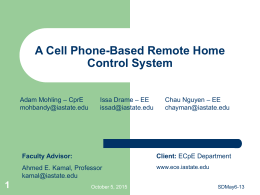
A Cell Phone-Based Remote Home Control System
The Software Process
Chapter 7– Capacity Planning & Facility Location
Identifying and Defining a Problem to Be Solved
Slide 1
LIS 605 - University of Hawaii System
Dr. SAM MOHAN LAL Formar Professor cum Deputy …
Slide 1
Introduction to Management Science 8th Edition by Bernard W
TITLE OF THE PRESENTATION
Document