☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
No category
Jorge Quiroa
ACTIVIDADES Y UBICACIÓN
Presentación de Pablo Villamil
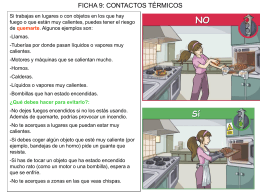
Ficha 9 - Contactos térmicos
Bunker en el negocio marítimo
los molinos del río guadamía
Luis David Padilla
MAQUINAS DEL PASADO
Procesamiento Post
III Reunión de Salud Ambiental - Maestría en Ciencias de la Salud
Luis Castaño
Pablo de Tarso
Ingeniería Bioquímica I Molino de Perlas de Alta Velocidad
Molino de perlas
Cortando a Agag en Pedazos
Exp5_Profesor_Maquinas_Termicas_TQI_CETI