☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
No category
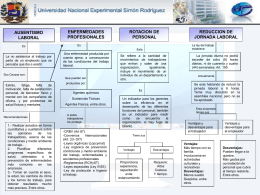
Mapas Estrategicos:
Diapositiva 1
Diapositiva 1 - Google Sites
Medidas centrales
Medidas de tendencia central.
Ventajas
EXPANSION DE IDEAS
Diapositiva 1
Diapositiva 1
MEDIOS DE COMUNICACIÓN MASIVA (MCM)
Educación virtual - Tecnología e Informática