☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
No category
No Slide Title
Diapositiva 1
Gráfico de control
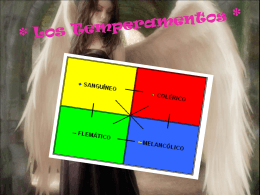
Los Temperamentos (2766848)
TOMA DE DECISIONES
Calidad y Mejora Permanente
Document
INSTITUTO TECNOLÒGICO SUPERIOR DE TLAXCO Gráficos
mercado economico
Ejecución de Instalaciones de BT