☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
No category
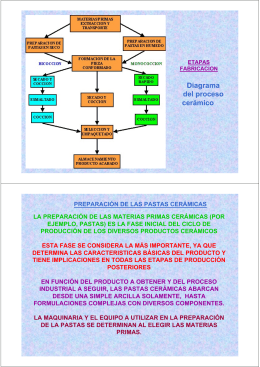
Tema5.MaterialesCERAMICOS.Atomizacion
Leccion4.CERAMICAS.PreparacionMateriasPrimas.ppt
Los pulverizadores
Mantenimiento del equipo
Comprimidos con cubierta entérica
Platica3-LIOFILIZACI_N 15-06-12
Comprobaciones del un atomizador.
para nieve - Club Montaña Pirineos
Despiece dela madera
Buenas Tardes!
Presentación PowerPoint
Agroindustrialización de los Residuos Citricos
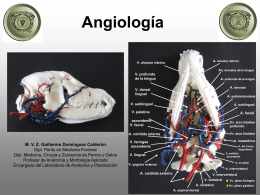
Angiología - anatomiayplastinacion
plaga nueva problemas viejos - Mercado Concentrador Chubut
Viento madera - mienciclopediaespecialmusical
2 Fases del acabado
LECHE en POLVO
operaciones unitarias en la fabricacion de formas solidas
Lluvia neta. Tiempo de concentración
Comparación T1 y T2