☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
No category
Maquinado con rayo láser
bajar presentación
sustitucion de partes en equipo de aire acondicionado de ventana
aseguramiento - WordPress.com
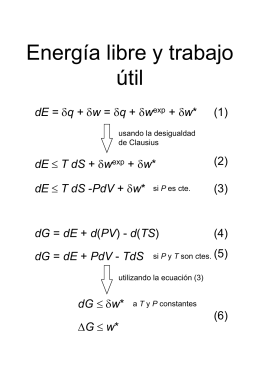
Energía libre y trabajo útil
Cortes y secciones
PresenTrabajAlturaSimpoSegurOct13
CAZA DEL TESORO: EL AJEDREZ
Descarga - Presentación
14. Máquinas Herramientas de Control Numérico - EICO-CNC
Maquinado de Piezas en Máquinas Herramienta