☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
Ingeniería
Diapositiva 1
Diapositiva 1
cooperativa agricola integral dos de julio rl
RBC en la Argentina: Haciendo camino para un desarrollo
Kevin O`Sullivan
Diapositiva 1 - mundoelectrico
Fortaleza que genera confianza
Una experiencia totalmente nueva en administración de patrimonio
Diapositiva 1 - IES Juana I de Castilla. TORDESILLAS.
En un equipo donde no hay confianza, sus miembros :
RECICLAR ES AYUDAR - Trabajo-Investigacion
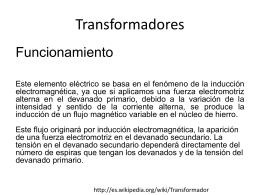
tratamiento de aceites de transformadores en servicio (040)
Presentación de PowerPoint
ACEITE QUEMADO - Reflexiones Power Point
RBC Dexia Investor Services
Diapositiva 1