☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
No category
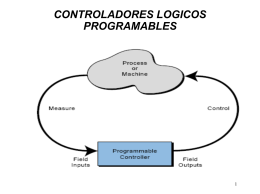
Industrial Programmable Logic Controllers (PLCs)
PLC BASICO 1 - Repositorio Digital EPN
Chapter 1: The Nature of Information Technology Projects
PLC in Automatic Control
Turner & Townsend plc
Introduction to Programmable Logic Controller(PLC)
Strategic Management
Quad City Partners Math and Science Program
Document
Slides - Diabetes Trials Unit : Home page
Farm Bill
ENGLISH & ENGLISH LANGUAGE TESTING
No Slide Title
JOINT ADMISSIONS BOARD (J.A.B.)