☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
No category
Diapositiva 1 - Bienvenidos a la portada
Incorporación de Tecnologías innovadoras para aumentar la
Slide 1
Invitación seminario 17 de diciembre AEMET AChEE 28112013
Document
Eran cien ovejas - Iglesia Evangélica Ciudad Meridiana
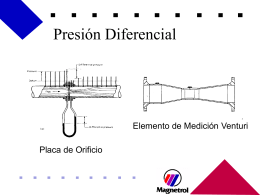
Presión Diferencial
Matriz energética y CC - Extrayendo Transparencia
Estrategias individuales e intersectoriales para las distintas esferas
Los meses, el tiempo y las estaciones
Document
MODELO OPERATIVO - Bienvenidos a la portada
11 October 2001
DISPOSITIVOS DE ASPIRACIÓN Con nuestros sistemas de