☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
No category
MAPEO DE LA CADENA DE VALOR
River IQ Test
7 Movimientos en caída libre y resistencia al viento
Presentación de PowerPoint
UN LENGUAJE MUSICAL
LEY PARA UNA CONVIVENCIA LIBRE DE VIOLENCIA EN EL
fechas taller directores cuarta generación
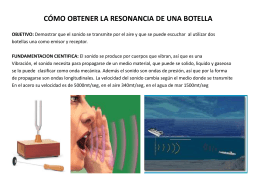
cómo obtener la resonancia de una botella objetivo
River IQ Test - El Mundo del Superdotado