☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
No category
¿QUE ES LA MANUFACTURA ESBELTA ? La manufactura
Document
Document
MANUFACTURA ESBELTA
¿QUE ES LA MANUFACTURA ESBELTA ? La manufactura Esbelta
Document
MANUFACTURA ESBELTA (LEAN MANUFACTURING)
BUENAS PRACTICAS DE MANOFACTURA – BPM
Diapositiva 1
Diapositiva 1
Manufactura esbelta (1)
Manufactura Esbelta Este concepto se refiere a la creación y
análisis de la operación
Administración de operaciones y cadenas de suministros
Document
BUENAS PRÁCTICAS DE MANUFACTURA EN LA
MANUFACTURA ESBELTA
FACTORY PHYSICS - Universidad Icesi
Estrategia de Operaciones
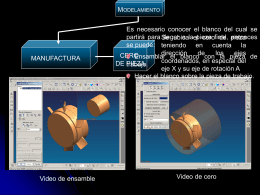
Procesos de manufactura 1
QFD - WordPress.com
cooperación internacional transporte y logística
Estrategia Manufactura Rodete Turbina1