☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
No category
PROCESO INDUSTRIAL DEL VIDRIO_docente
Proceso Productivo Del Vidrio - 4055-T91
Contaminación Orgánica y Visual
Vidrio electrocrómico
VIDRIO PRENSADO - 4055-T9-2
Cielos rasos - colorespacio
Este jarrón es muy fácil de elaborar, aquí están los
Diapositiva 1
ENCIENDE UNA VELA BAJO EL AGUA.
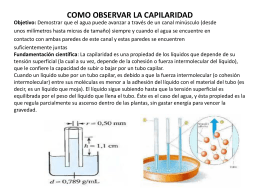
COMO OBSERVAR LA CAPILARIDAD