☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
No category
LIGA 1. - Calidad
SIX SIGMA
Diapositiva 1
Seis Sigma y sus Herramientas - CONTROL-ESTADISTICO-DE
Diapositiva 1 - Calidad | Tecnologia Aplicada a la Calidad
Calidad y Mejora Permanente
Ejecución de Instalaciones de BT
Intervalos de Confianza
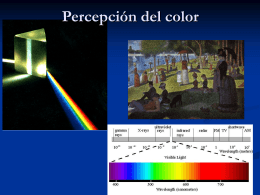
Color
Diapositiva 1
Las fases de Seis Sigma - Icicm.com - Contacto: 55-52-17-49-12
1. Plan de Muestreo - Ing. Nilsson José Villa Martínez
ADMINISTRACION DE LA PRODUCCION “CALIDAD” -GRUPO 11-
SIX SIGMA Y LEAN MANUFACTURING
Slide 1
LIGA 4. - Calidad
Presentacion
SIX SIGMA Un proceso revolucionario para obtener
TRABAJO EN EQUIPO - Facultad de Ingeniería, UNAM
Diapositiva 1
CONTROL ESTADÍSTICO DE LA PRODUCCIÓN CARTAS DE
WALTER SHEWHART - Profesor Oswaldo Parra
WALTER SHEWHART - Bladimir Henriquez