☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
No category
Observando
Psicrometria
Ciclo do nitrogênio - Cursos da Unipampa
Segurança do doente
o “centro velho” de são paulo
Desinfecção e Esterilização de artigos médico
Sem título de diapositivo
EletroquimicaAula01 - GEA - Universidade Federal do Paraná
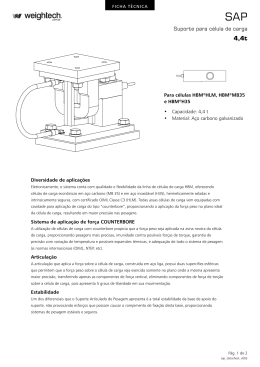
Suporte para célula de carga
octacloroidrato de alumínio e zircônio
ÁCIDO NÍTRICO COMERCIAL