☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
No category
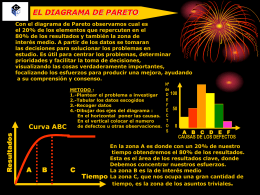
[MERCADO CAMBIARIO]
Document
Diagrama de causa
Diapositiva 1
Proyecto
DIAGRAMA CAUSA Y EFECTO
ANÁLISIS DE LAS OPERACIONES
PROYECTO IPYGO: GRU
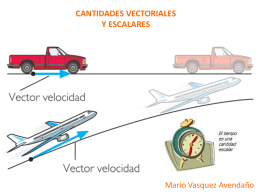
CANTIDADES VECTORIALES Y ESCALARES
Diagrama de Ishikawa
Taller de Trabajo
Quality Learning
Diapositiva 1 - Prof. Franklin Castellano