☰
Explorar
Iniciar sesión
Crear una nueva cuenta
Pubblicare
×
Descargar
No category
pabelbastista.files.wordpress.com
Diapositiva 1
Powerpoint_Daniela_13 (371669)
Folleto Multi-usos Shindaiwa 2013
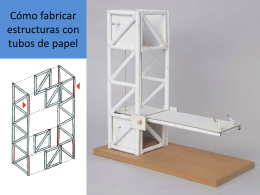
Tipos de estructuras
Slide 1
SISTEMAS DE TUBERIAS PRODUCTOS MAS UTILIZADOS
Negociación - Procesos, Estrategias y Operaciones.
SEGUIMOS CON LOS TÉRMINOS
THE PROTECTION OF THE BONA FIDES PURCHASER IN …
Diapositiva 1
PROYECTO CAREY MEXICO
CURSO PCPI 2010-2011 CAPITULO 5
Recomendaciones funcionales específicas para el polietileno (MOP
SECADOR DE PELO Y SISTEMA DE ACCESORIOS.(ES2269894)
manual de instalación acometidas esp.
CATÁLOGO TÉCNICO